
Pick-to-Light-System verbessert Cockpit-Montage
Der Automobilzulieferer SAS Automotive Systems optimiert die Produktion von Cockpitmodulen im Werk Zwickau mit einem Pick-to-Light-System

Ein Pick-to-Light-System optimiert manuelle Produktionsprozesse und reduziert deutlich die Fehlerquote

Das Lichtsignal markiert die Box mit dem nächsten einzubauenden Teil

Ein Lichttaster in der Signalleuchte quittiert automatisch die Entnahme
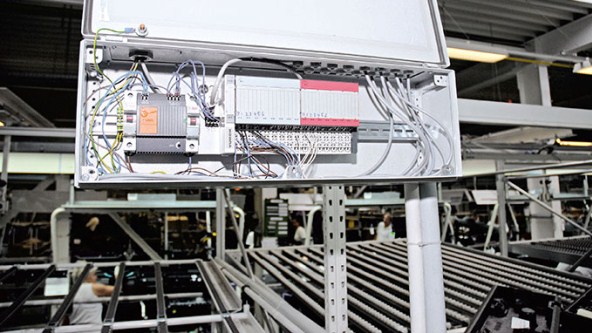
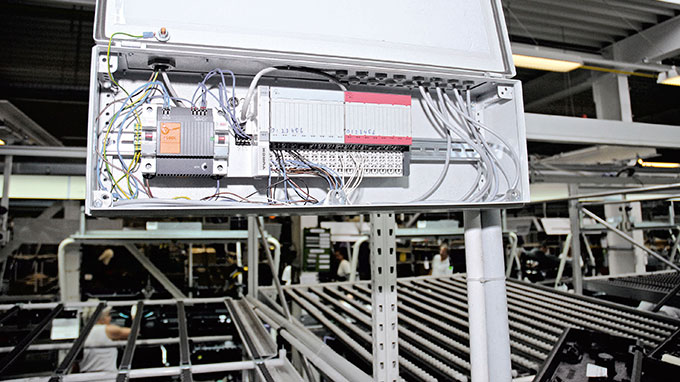
Turcks modulares I/O-System BL20 sorgt für die Kommunikation zur Anlagensteuerung per Modbus/TCP
-turck-image.jpg)
Oliver Graf, SAS Automotive Systems




-turck-thumbnail.jpg)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
.jpg){kind=link}
Bei SAS in Zwickau suchte man nach einem Weg, bei Produktion und Zusammenstellung der Cockpits Fehlerquellen weiter zu reduzieren. SAS Zwickau produziert Cockpits für das benachbarte VW-Fahrzeugwerk. Oliver Graf, mitverantwortlich für die Anlagenplanung bei SAS, erklärt: „Wir bekommen etwa 2,5 Stunden vor Anlieferzeitpunkt den Abruf-Impuls und müssen dann in entsprechender Zeit das gewünschte Cockpit fertigen und anliefern.“ Um Stückzahlen von bis zu 1.300 Cockpits pro Tag zu erreichen, muss bei SAS mindestens jede Minute ein fertiges Cockpit vom Band laufen.
Wenn während der Qualitätskontrolle am Ende der Produktionskette ein Fehler erkannt wird, muss dieser nach dem Ausschleusen des Cockpits aufwändig korrigiert werden. Der einfachste Weg zur fehlerfreien Produktion ist daher eine Qualitätskontrolle direkt während der Montage. Vor Einführung des Pick-to-Light-Systems haben die Monteure die jeweilige Konfiguration eines Cockpits von einem Auftragsschein abgelesen und das Cockpit entsprechend bestückt. Somit waren Fehler nicht gänzlich zu vermeiden.
Weniger Fehler durch Pick-to-Light
Mit dem Pick-to-Light-System von Turck und Banner konnte SAS die Fehleranzahl bei der Cockpitmontage erheblich reduzieren. Das System übersetzt die Konfiguration eines Cockpits in Lichtsignale, die dem Monteur die einzubauenden Teile in der richtigen Reihenfolge anzeigen. Dazu wurden alle Ausgabefächer mit einer Signalleuchte versehen. Der Monteur greift in das signalisierte Fach, entnimmt das entsprechende Teil und baut dieses ins Cockpit ein. Die Signalleuchte verfügt über einen Lichttaster, der die Entnahme des Bauteils automatisch erfasst und quittiert. Das System registriert den Fortschritt, meldet die Entnahme an die Produktionsliniensteuerung, welche die Freigabe oder das Lichtsignal für den Folgeauftrag auslöst.
Ein unbeabsichtigtes Quittieren des Lichttasters ist durch die Hintergrundausblendung des Sensors ab 100 mm ausgeschlossen. Eine weitere Sicherungsstufe: Greift der Monteur in ein falsches Fach, wird dies durch ein rotes Leuchtsignal sofort sichtbar.
Wettbewerbsvorteil Systemansatz
Für die Turck-Lösung hat sich SAS aus verschiedenen Gründen entschieden. Eine der Hauptforderungen war eine automatische Quittierung durch eine Lichtschranke oder eine alternative Sensorik. Diese Funktion boten neben Turck noch weitere Anbieter. Punkten konnte der Mülheimer Automatisierungsspezialist mit seinem ganzheitlichen Lösungsansatz, der auch die entsprechende Hardware zur Anbindung an die Produktionslinie enthält.
Nach und nach hat man in Zwickau 20 Montagestationen während des laufenden Produktionsprozesses mit dem Pick-to-Light-System bestückt. Dabei wurden alle relevanten Lagerfächer der Einbaustationen mit je einer K50-Signalleuchte versehen. Für die Signalübertragung zwischen Lampen und Steuerung sorgt an jeder Station ein BL20-I/O-System, das über ein Feldbus-Gateway an die Liniensteuerung angebunden wurde. Softwareseitig waren nur geringfügige Anpassungen nötig.
- Automobil
- Intelligente Leitung verhindert Anlagenstilltände
- Induktive Koppler sichern präzise Materialzufuhr
- Montageführung mit direkter MES-Anbindung
- Karosserie-Identifikation in der Automobilproduktion
- Zuverlässige Skid-Erfassung in der Automobilproduktion
- Fehlerfreie JIS-Kommissionierung von Stoßfängern
- Erkennung von Blechzylindern in der Batterieproduktion
- RFID-Bus-Modus sichert die Qualität von Lithium-Ionen-Akkus
- Füllstandmessung in Tauchlackieranlage
- Füllstandkontrolle in Zentralschmieranlage
- Qualitätssicherung am Kleberoboter
- Neigungswinkelsensor beschleunigt Plattformausrichtung
- Motorsteuerung mit Condition Monitoring
- IP67-Hybrid-Modul verarbeitet Sicherheitssignale
- Dezentrale Überwachung von Kühlstationen
- Roboterschweißzellen mit Ethernet vernetzt
- Kühlkreislauf-Monitoring an Schweißzangen
- Strömungsüberwachung im Trommelwäscher
- Presswerk – Blechdickenmessung
- Condition Monitoring von Motoren als Nachrüstung
- KSS-Überwachung an CNC-Fräsen
- Presswerk – Werkzeugidentifikation
- Karosseriebau – Schweißmuttern-Erkennung
- Lackierung – Skid-Identifikation
- Endmontage – Robotermontage
- Powertrain – Kontaktlose Kontrolle
- Karosseriebau – Bereichsschutz
- Erfassung auf Item-Level mit UHF-RFID
- Kühlschmierstoffzufuhr in Werkzeugmaschinen
- Presswerk – Kontrolle des Hydraulikdrucks
- Prozessdruckmessung am Scherenhubtisch
- Karosseriebau – Inspektion der Kfz-Schweißspitze
- Karosseriebau – Manuelles Laden der Schweißzelle
- Endmontage – Erkennung von schwarzen Teilen
- Endmontage – Sonnendacherkennung
- Endmontage – Reichweitenstarke Prüfung
- Powertrain – Unterlegscheiben-Erkennung
- Powertrain – Positionserkennung
- Erfassung von Elektroautos
- Fahrzeugerkennung an Autowaschanlagen
- Success Stories
- Modulare Anlage für flexible und effiziente Produktion
- Lasersensor erkennt schwarze Stoßfänger in Montagezelle
- Dezentrale Sicherheitstechnik für modulare Produktion
- Modulares Fördersystem
- RFID und I/O-Module für einen sicheren Werkzeugwechsel
- RFID leitet AGV in der Federsystem-Produktion
- IO-Link-Passivverteiler verdrahten Auspuffproduktion
- Identifikation in der Heckentlüftungsproduktion
- Schweißmutternsensor
- Karosserie-Identifikation
- Bauteilzuordnung mit RFID
- UHF-RFID in der Stoßfängerproduktion
- IP67-Block-I/O in der Lackierstraße
- Näherungsschalter für präzises Schweißen
- Winkelsensoren sichern Sitzmontage
- Fräskopfidentifikation mit RFID
- Pick-to-Light-System verbessert Cockpit-Montage
- RFID-Identifikation von Einspritzdüsen
- UHF-RFID im Rohbau
- IO-Link erleichtert Getriebeproduktion
- Chemie
- I/O-System excom schafft sichere Wasserstoffverflüssigung
- Dezentrale Automatisierung in explosionsgefährdeten Bereichen
- RFID-Kontrolle von Schlauchverbindungen im Ex-Bereich
- Ethernet-Signalanbindung im MSR-Raum
- Modulare Skids im Ex-Bereich mit Ethernet automatisieren
- Ex-Trennung in modularen Prozessanlagen
- Erfassung von Molchen
- Dezentrale Signalverarbeitung
- Anschluss von Feldgeräten
- Signalverarbeitung mit System-I/O im MSR-Raum
- Signalverarbeitung mit Interfacetechnik im MSR-Raum
- Identifikation von Schlauchanschlüssen
- Zustandsüberwachung von Schaltkästen im Feld
- Schwenkantrieb-Überwachung
- Planung und Bau von Systemlösungen
- Success Stories
- Silofüllstände dank Sensor-to-Cloud in Echtzeit erfassen
- Effiziente Kühlung von Industrieöfen
- I/O-System excom schafft Platz im MSR-Raum
- RFID für Staub-Ex-Zone 22
- Pflanzenidentifikation mit RFID
- Remote-I/O statt Punkt-zu-Punkt
- excom Remote-I/O an Yokogawa Centum VP
- Remote-I/O ersetzt 19''-Karten
- Stellungsrückmeldung von Kugelhähnen
- Multibarriere sichert galvanische Trennung
- Remote-I/O sichert Anlagenverfügbarkeit
- Korrekte Positionierung mit RFID in der Karbidproduktion
- Kompakter Ex-Schutz
- Energie
- RFID-System identifiziert Solarzellenträger
- Dezentrales I/O-System für explosionsgefährdete Bereiche an H2-Tankstellen
- H2-Tankstelle mit dezentralem I/O-System für Ex-Bereiche
- I/O-Module erleichtern Mobilität von Brennstoffzellen-Teststand
- Näherungsschalter sichern Rotorstellung
- IP67-Gateway im Kohlekraftwerk
- UHF-RFID identifiziert Ringkabelanlagen
- Remote-I/O in Biogas-Anlage
- Lebensmittel
- RFID-Tracking reduziert Abfall in Lebensmittelproduktion
- Condition-Monitoring-Sensor automatisiert Klimaregulierung
- Condition Monitoring von Schaltschränken
- Condition Monitoring in Lagerräumen
- Höhenregelung in Teigmaschinen
- Identifikation von Transportbehältern
- Behälterkontrolle
- Schneller Sensortausch in Getränkeproduktion
- Erfassung von Rohrbögen
- Identifikation von Schokoladenformen
- Success Stories
- Cloud-Fernwartung für Dampferzeuger
- RFID-System schafft Track & Trace in der Lebensmittelproduktion
- Zuverlässige Linearwegerfassung in Ex-Zone 22
- Dezentrale Steuermodule in Kühlhaus
- Track and Trace in der Fleischproduktion durch RFID
- Berührungsloser Drehgeber in der Kartoffelverarbeitung
- UHF-RFID im Logistikzentrum für Nahrungsmittel
- RFID in der Schokolade-Produktion
- IP20-Gateway in der Großbäckerei
- Remote-I/O für Whiskey-Distillerie
- RFID in Autoklaven
- IP67-Netzgerät am Stauförderer
- Flaschenerkennung durch Kamera
- Logistik
- Dezentrale Steuerung von Fördertechnikmodulen
- Big Bags mit RFID verfolgen
- Distanzerfassung an Containerbrücken
- Zutrittsicherung für geschützte Bereiche
- Dezentrales Muting einer optischen Schutzeinrichtung
- I/O-Blocks steuern Rollenfördermodule
- Behälterkontrolle
- Schnelle Datenträger-Erfassung an Gates
- Erfassung auf Item-Level mit UHF-RFID
- Vorausschauende Wartung an Förderbändern
- Erfassung von Transport-Behältern
- Füllstanderfassung in Behältern
- Identifikation von Cryovessels
- Identifikation von mobilen Behältern durch Handgeräte
- Identifikation von Transportbehältern
- Tier 1 – Stoßfängeridentifikation
- Condition Monitoring in Lagerräumen
- Kollisionsschutz am Greifstapler
- Success Stories
- Nachhaltiges Erfassen von Mehrwegladungstägern dank RFID
- RFID-Lösung für fehlersichere Materiallogistik
- RFID mit HF-Busmodus vereinfacht Saatgut-Lagerung
- Pick-by-Light beschleunigt manuelle Logistik um über 60 Prozent
- Pick-by-Light-Lösung erleichtert Montageprozesse
- RFID ermöglicht automatisierten Selbstbedienungsmarkt
- I/O- und Safety-Module erhöhen Durchsatz in der Intralogistik
- Sendungsverfolgung für Zulieferprodukte
- RFID-basierte Verladekontrolle minimiert Fehler
- RFID-gestützte Erfassung von Warenein- und -ausgang
- Dezentrale UHF-RFID-Lösung
- Berührungsloser Drehgeber in der Kartoffelverarbeitung
- Dezentrale Steuermodule in Kühlhaus
- Geschwindigkeitskontrolle durch Radarsensor QT50
- IP67-Netzgerät am Stauförderer
- Modulares Fördersystem
- RFID im Lagermanagement
- RFID leitet AGV in der Federsystem-Produktion
- RFID identifiziert Pharmazeutika
- UHF RFID im Logistikzentrum für Nahrungsmittel
- Autonome Einparkhilfe für LKW
- Mobile Arbeitsmaschinen
- Tier- und Objekterkennung am Mähdrescher
- Condition-Monitoring-Sensor automatisiert Klimaregulierung
- Automatischer Hangausgleich
- Verteilerleitungen für Feldspritzen
- Winkelmessung an einer Feldspritze
- Materialflussüberwachung im Mähdrescher
- Bestimmen der Aufbauposition am Mobilkran
- Geräteraumbeleuchtung am Löschwagen
- Zweiachsige Neigungsmessung am Mähdrescher
- Kollisionsschutz am Greifstapler
- Success Stories
- RFID-Lösung unterstützt smarte Gabelstapler
- Sichere Fernwartung von Be- und Entwässerungspumpen
- Zugangskontrolle mit RFID-System
- Selektiver Spargelernte-Roboter
- Positionserfassung mit RFID und Drehgeber
- Geschwindigkeitskontrolle durch Radarsensor QT50
- RFID leitet AGV in der Federsystem Produktion
- Block-I/O-Module auf Superyacht
- Verschleißfreier Encoder auf Hopperbagger
- IP20-I/O-Stationen im Schuttguthafen
- Durchflussüberwachung in E-Lok
- Anschlusslösung für E-Mobil
- Anschlusstechnik in Schneepflügen
- IP67-Gateways in Portalkränen
- Drucksensoren an Spezialkränen
- Näherungsschalter sichern Achterbahnen
- Feldbustechnik für Baustoffmaschine
- Linearwegmessung am Rundfahrgeschäft
- Neigungssensor am LKW-Kipptisch
- Winkelsensor erfasst Hubarbeitsbühne
- Öl und Gas
- Verpackung
- Dezentrale Packungsverifikation für Pharmaprodukte
- Identifikation von Druckfarben-Kartuschen
- Zuverlässiger Maschinenbetrieb
- Behälterkontrolle
- Deckelkontrolle an Abfüllanlagen
- Überprüfung von Formatwechseln
- Identifikation von Testflaschen
- Füllstandkontrolle von Kaffee
- Füllstanderfassung in Behältern
- Erfassung von Transport-Behältern
- Success Stories
- Pharma
- Lückenlose Probenverfolgung mit RFID
- RFID-Kontrolle von Schlauch-verbindungen im Ex-Bereich
- Dezentrale Packungsverifikation für Pharmaprodukte
- Modulare Skids automatisieren
- Pharma-Skids mit dezentraler I/O-Technik
- Ex-Trennung in modularen Prozessanlagen
- Ventilanschaltungen steuern
- Schwenkantrieb-Überwachung
- Erfassung von Rohrbögen
- Dezentrale Signalverarbeitung
- Planung und Bau von Super Skids
- Anschluss von Feldgeräten
- Identifikation von Cryovessels
- Identifikation von mobilen Behältern
- Identifikation von mobilen Behältern durch Handgeräte
- Sicherung von Schlauchverbindungen für Vorprodukte
- Identifikation von Schlauchverbindungen im Sterilbereich
- Identifikation von Big Bags und Bioreaktoren
- Identifikation von Single-Use-Applikationen
- Success Stories
- Halbleiter
- Überprüfen von Teilekennzeichnungen
- Integrierte Schaltungen zählen
- Überprüfung von Barcodes
- Safety Controller überwacht Geräte an Montagestation
- Prüfung von Kleberaupen
- Detailkontrolle mobiler Elektronikgeräte
- IC-Chips in Lochstreifentaschen
- Positionskontrolle von IC-Chips
- Festplatten-Erfassung
- Lichtgeführtes Kommissionieren
- Statusanzeige von Beschichtungsvorgängen
- Sicherung kleinerer Betriebs- und Zugangspunkte
- Success Stories